





Informazioni di Base.
Model No.
4330V
uso
Olio / Gas Drilling
Forma Sezione
Arrotondare
Pacchetto di Trasporto
Anticorrosion Seaway Packages
Specifiche
OD 30-850mm
Marchio
SHUNFU
Origine
China
Capacità di Produzione
100000 Tons Per Year
Descrizione del Prodotto
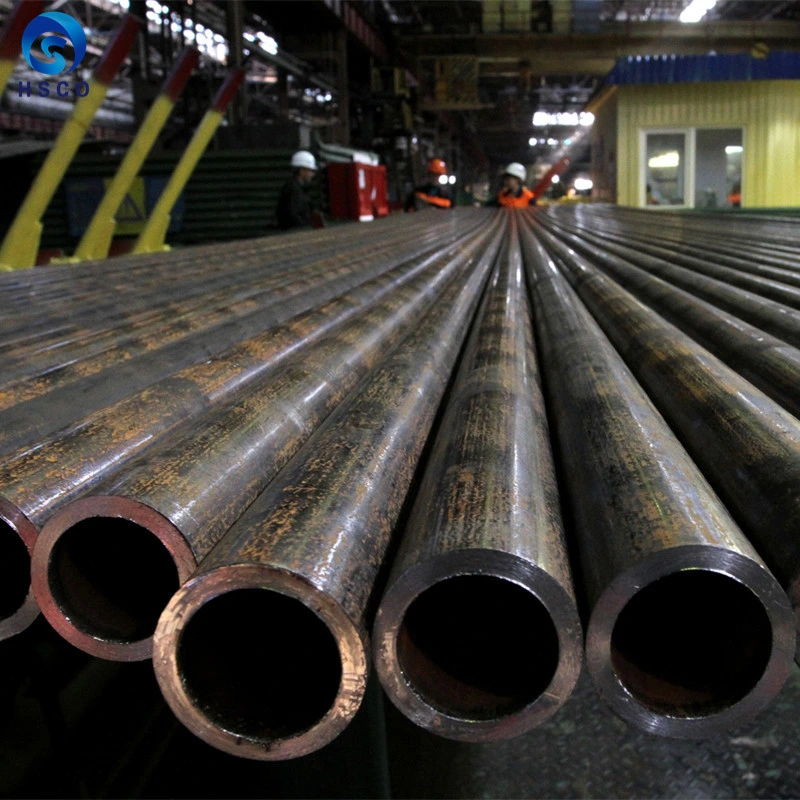
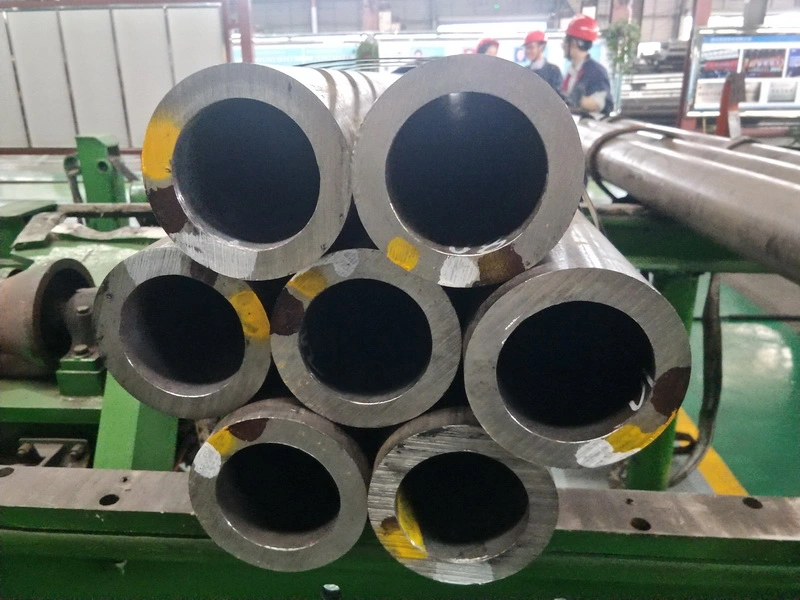
Barra cava in acciaio legato con fori/punte forgiate Q+T AISI SAE 4330V
Presentare
Siamo produttori professionali cinesi di barre forgiate in acciaio per alesatura QT per servizi petroliferi. Possiamo fornire più materiali in lega di acciaio standard AISI/SAE e barre forgiate con diametro 80-500mm, diametro foro 10-250mm, lunghezza massima di foratura 14 metri.
Vantaggi del prodotto
Alesaggio su un lato: Nessun gradino nella barra di alesaggio
Attrezzature di perforazione high-tech: Buona rettilineità e rugosità, tolleranza ridotta e rotondità
Proprietà meccanica stabile nei materiali dopo il processo QT
Componente chimico conforme allo standard americano 100%
Verificare UT e test di deriva per ciascun pezzo
Vantaggio aziendale
Abbiamo decenni di esperienza nella produzione QT / noioso processo e. Sistema di gestione della qualità rigoroso (ISO NQA 9001)
Abbiamo collaborato con diverse società di gas petroliferi del centro-est per molte volte e abbiamo certificati API.
Il nostro team di vendita è professionale industria siderurgica e esportatore con fluente inglese.
Accettiamo modalità di pagamento convenienti per vari tipi di prodotti e l'organizzazione di ispezione di terze parti.
Specifiche
Presentare
AISI 4330V MOD è una modifica del grado di acciaio legato 4330, con una durezza e altre caratteristiche migliorate dall'aggiunta di vanadio. L'acciaio legato 4330V offre una buona formabilità che viene utilizzato per coloro che richiedono una buona combinazione di resistenza e resistenza agli urti.
Applicazioni
Le applicazioni di carico o concentrazione di sollecitazioni sono adatte a questa specifica dell'acciaio. Il modello 4330V è ampiamente utilizzato nell'industria del petrolio e del gas per applicazioni quali utensili a olio, giare e scarpe da perforazione, portautensili e alesatori e nell'industria aerospaziale per applicazioni quali bullonatura e telai pneumatici.
Standard
AMS 6427, AMS 6359, AMS 6304, ASTM A646, SPECIFICA API 7
Composizione chimica
Proprietà meccaniche
Trattamento termico
Le temperature di trattamento termico, compresi il tasso di riscaldamento, raffreddamento e tempo di immersione, variano a causa di fattori quali la forma e le dimensioni di ciascun componente in acciaio. Altre considerazioni durante il processo di trattamento termico includono il tipo di forno, il mezzo di raffreddamento a raffreddamento rapido e gli impianti di trasferimento del pezzo da lavorare.
Ricottura
Riscaldare lentamente l'acciaio a 820-860°C e attendere il tempo necessario per riscaldarlo completamente. Raffreddare lentamente nel forno a 580°C, quindi raffreddare ad aria.
Stress Relieving (rilascio stress)
Quando le parti sono lavorate a macchina, rettificate o altrimenti soggette a freddo, lo scarico delle sollecitazioni sarà utile prima della tempra.
Indurimento
L'acciaio 4330V viene solitamente fornito pronto trattato termicamente a 35-39 HRC. Se è necessario un ulteriore trattamento termico, la rete 4330V deve essere riscaldata lentamente a 840-875°C e dopo un'adeguata immersione a questa temperatura, spegnere l'olio. Tempra non appena gli utensili raggiungono la temperatura ambiente.
Tempra
Riscaldare con cautela fino a una temperatura adeguata selezionata facendo riferimento a un tabella o a un tavolo di tempra, lasciare in bagno alla temperatura per 2 ore per 25 mm di sezione di riferimento, quindi lasciare raffreddare in aria.
Forgiatura
Preriscaldare l'acciaio con cautela, quindi aumentare la temperatura a 1070-1230°C per la forgiatura. Non forare a temperature inferiori a 850°C. Il modello 4330V ha buone caratteristiche di forgiatura, ma è necessario prestare attenzione durante il raffreddamento dell'acciaio a causa della sua suscettibilità alla rottura. Si consiglia di raffreddare in cenere o calce dopo la forgiatura.
Lavorazione
Normalizzare e temprare a 1250°C (677°F) massimo prima di lavorare su una macchina sbozzata. Questo acciaio può anche essere lavorato alla massima resistenza, ma la lavorazione deve essere seguita con un alleggerimento della sollecitazione a circa 400°F (204°C).
Saldabilità
L'acciaio ha buone caratteristiche di saldatura e può essere saldato mediante saldatura a resistenza flash.
Certificato di prova Mill′s
EN 10204/3.1 con tutti i dati pertinenti reg. chem. Composizione, proprietà meccaniche e risultati delle prove.




Presentare
Siamo produttori professionali cinesi di barre forgiate in acciaio per alesatura QT per servizi petroliferi. Possiamo fornire più materiali in lega di acciaio standard AISI/SAE e barre forgiate con diametro 80-500mm, diametro foro 10-250mm, lunghezza massima di foratura 14 metri.
Vantaggi del prodotto
Alesaggio su un lato: Nessun gradino nella barra di alesaggio
Attrezzature di perforazione high-tech: Buona rettilineità e rugosità, tolleranza ridotta e rotondità
Proprietà meccanica stabile nei materiali dopo il processo QT
Componente chimico conforme allo standard americano 100%
Verificare UT e test di deriva per ciascun pezzo
Vantaggio aziendale
Abbiamo decenni di esperienza nella produzione QT / noioso processo e. Sistema di gestione della qualità rigoroso (ISO NQA 9001)
Abbiamo collaborato con diverse società di gas petroliferi del centro-est per molte volte e abbiamo certificati API.
Il nostro team di vendita è professionale industria siderurgica e esportatore con fluente inglese.
Accettiamo modalità di pagamento convenienti per vari tipi di prodotti e l'organizzazione di ispezione di terze parti.
Specifiche
| Nome prodotto | Barra in acciaio forgiato per la perforazione QT in lega per servizi petroliferi |
| Specifiche | API 5CT/5CP/6A |
| Acciaio grado | 4130, 4140, 4145, 4145H, 4330 V, 4137, 4340 |
| Processo | Forgiato a caldo+QT+alesaggio |
| Diametro barra forgiata | 8-500 mm |
| Diametro foro di alesaggio | 10 mm |
| Lunghezza | Massimo 14 metri |
| Ispezione | Dimensioni, chimico, meccanico, UT, prova di deriva, Temp. Alta/bassa Impatto |
| Certificato | MTC, CO/FE/FA, BV/SGS |
| MOD | 1-5 tonnellate |
| Tempo di consegna | 10-30 giorni |
| Articolo commerciale | FOB CIF CFR PPU PPD |
| Imballaggio | Sfusi/in bundle/Pallet in legno/scatola in legno/involucri in tessuto plastico/cappucci terminali in plastica/protezione smussata |
Presentare
AISI 4330V MOD è una modifica del grado di acciaio legato 4330, con una durezza e altre caratteristiche migliorate dall'aggiunta di vanadio. L'acciaio legato 4330V offre una buona formabilità che viene utilizzato per coloro che richiedono una buona combinazione di resistenza e resistenza agli urti.
Applicazioni
Le applicazioni di carico o concentrazione di sollecitazioni sono adatte a questa specifica dell'acciaio. Il modello 4330V è ampiamente utilizzato nell'industria del petrolio e del gas per applicazioni quali utensili a olio, giare e scarpe da perforazione, portautensili e alesatori e nell'industria aerospaziale per applicazioni quali bullonatura e telai pneumatici.
Standard
AMS 6427, AMS 6359, AMS 6304, ASTM A646, SPECIFICA API 7
Composizione chimica
| Grado | C | Mn max | Si max | CR | MO | Ni | P max | S max | V |
| 4330 V. | 0.2-0.30 | 1.0 | 0.80 | 0.40-0.60 | 0.30-0.50 | 1-1.5 | 0.025 | 0.010 | 0.05-0.10 |
Proprietà meccaniche
| Carico di snervamento Rp0.2, MPa | Resistenza alla trazione RM, MPa | Allungamento [%] | Durezza [HBW] | Impatto, Charpy-V, -20ºC [J] |
| 1034 | 1138 | 15 | 341-388 | 32 |
Trattamento termico
Le temperature di trattamento termico, compresi il tasso di riscaldamento, raffreddamento e tempo di immersione, variano a causa di fattori quali la forma e le dimensioni di ciascun componente in acciaio. Altre considerazioni durante il processo di trattamento termico includono il tipo di forno, il mezzo di raffreddamento a raffreddamento rapido e gli impianti di trasferimento del pezzo da lavorare.
Ricottura
Riscaldare lentamente l'acciaio a 820-860°C e attendere il tempo necessario per riscaldarlo completamente. Raffreddare lentamente nel forno a 580°C, quindi raffreddare ad aria.
Stress Relieving (rilascio stress)
Quando le parti sono lavorate a macchina, rettificate o altrimenti soggette a freddo, lo scarico delle sollecitazioni sarà utile prima della tempra.
Indurimento
L'acciaio 4330V viene solitamente fornito pronto trattato termicamente a 35-39 HRC. Se è necessario un ulteriore trattamento termico, la rete 4330V deve essere riscaldata lentamente a 840-875°C e dopo un'adeguata immersione a questa temperatura, spegnere l'olio. Tempra non appena gli utensili raggiungono la temperatura ambiente.
Tempra
Riscaldare con cautela fino a una temperatura adeguata selezionata facendo riferimento a un tabella o a un tavolo di tempra, lasciare in bagno alla temperatura per 2 ore per 25 mm di sezione di riferimento, quindi lasciare raffreddare in aria.
Forgiatura
Preriscaldare l'acciaio con cautela, quindi aumentare la temperatura a 1070-1230°C per la forgiatura. Non forare a temperature inferiori a 850°C. Il modello 4330V ha buone caratteristiche di forgiatura, ma è necessario prestare attenzione durante il raffreddamento dell'acciaio a causa della sua suscettibilità alla rottura. Si consiglia di raffreddare in cenere o calce dopo la forgiatura.
Lavorazione
Normalizzare e temprare a 1250°C (677°F) massimo prima di lavorare su una macchina sbozzata. Questo acciaio può anche essere lavorato alla massima resistenza, ma la lavorazione deve essere seguita con un alleggerimento della sollecitazione a circa 400°F (204°C).
Saldabilità
L'acciaio ha buone caratteristiche di saldatura e può essere saldato mediante saldatura a resistenza flash.
Certificato di prova Mill′s
EN 10204/3.1 con tutti i dati pertinenti reg. chem. Composizione, proprietà meccaniche e risultati delle prove.





